

PVC給水管


新聞中心
常州市高陽塑業制造有限公司
PVC管件常見問題及解決方法
- 新聞分類:行業資訊
- Release time:2022-01-10
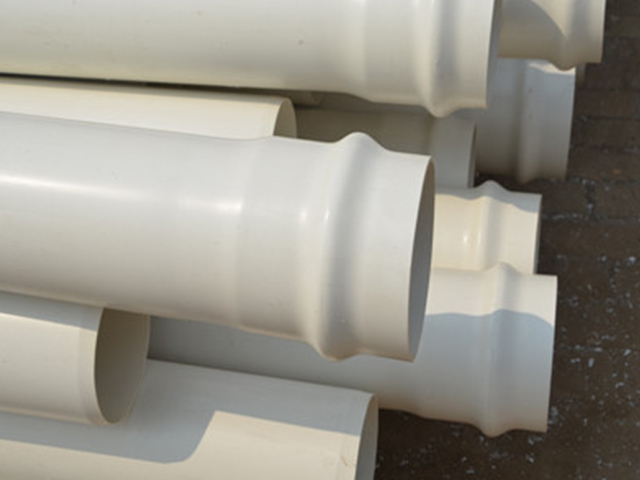
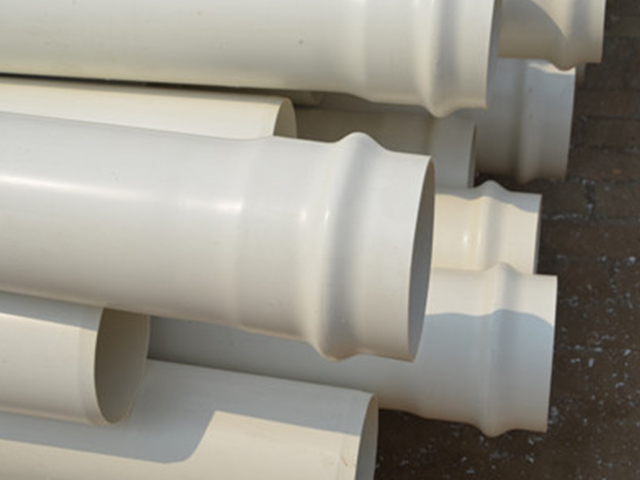
【概要描述】隨著我國建筑業的不斷發展,市場對硬質PVC管件的需求日益增加,不少鄉鎮企業相繼推出硬質PVC管件注塑生產線。然而,由于技術力量薄弱,產品質量差,廢品率高,嚴重影響了企業的效率。
PVC管件常見問題及解決方法
【概要描述】隨著我國建筑業的不斷發展,市場對硬質PVC管件的需求日益增加,不少鄉鎮企業相繼推出硬質PVC管件注塑生產線。然而,由于技術力量薄弱,產品質量差,廢品率高,嚴重影響了企業的效率。
- categories of news:行業資訊
- Release time:2022-01-10 11:23
- 訪問量:
詳情
隨著我國建筑業的不斷發展,市場對硬質PVC管件的需求日益增加,不少鄉鎮企業相繼推出硬質PVC管件注塑生產線。然而,由于技術力量薄弱,產品質量差,廢品率高,嚴重影響了企業的效率。
一、注塑機的正確選擇
1.選擇螺桿注塑機,而不是柱塞式注塑機;
2.防止管件設備腐蝕和老化;
3.與PVC管件接觸的地方不會產生粘渣到塑化熔體的現象;
4.設備溫控系統的指標需要正確;
5.螺釘的長徑比略小,螺釘頭要尖;
6.帶孔徑的通用噴嘴應配備加熱和溫度控制設備;
7.需要掌握清洗桶技術;
8.隨時觀察溫升,注意氣缸加熱過程中隨時出現的溫升。
9.停車時,應先將缸內物料全部排出,并及時用PS或PE等塑料清洗缸內,型腔和流道表面涂油,或停車前加入專用PVC停車料,基本清除缸內原有RPVC。
二、PVC管件注塑常見問題及解決方法
1.在注塑管件的加工中,經常會出現模具無法填充的現象。注塑機剛開始運轉時,由于模具溫度過低,聚氯乙烯熔融物料熱量損失大,容易凝固,模腔阻力大,物料無法充滿模腔。這種現象是正常的,但在短暫的連續數模注入后會自動消失。
2.收縮痕跡的原因與注射不足的原因有一些共同之處,具體來說:
(1)設定的噴射壓力低,可適當增加噴射壓力。
(2)設定的保溫時間不夠,可以適當增加保溫時間。
(3)如果設定的冷卻時間不夠,可以適當增加冷卻時間。
(4)溶膠量不足,應適當增加溶膠量。
(5)模具水輸送不均勻,可調節冷卻回路,使模具各部位冷卻均勻。
(6)模具澆注系統結構尺寸過小,可增加澆口或主、支、澆道截面尺寸。
3.聚氯乙烯注塑管件的表面光澤度差異很大程度上與聚氯乙烯材料的流動性有關。因此,提高材料的流動性是改善管件的重要措施。具體表現如下:
(1)熔融管件材料流動性差是由于熔融材料溫度低造成的,可以適當提高材料的加熱溫度,尤其是噴嘴處的溫度。
(2)配方不合理,導致物料塑化不到位或填料過多。調整配方,通過加工助劑的合理配合,提高材料的塑化質量和流動性,控制填料的用量。
(3)模具冷卻不足以提高模具冷卻效果。
(4)如果澆口尺寸過小或流道截面過小,阻力過大,可以適當增大流道截面,加大澆口減小阻力。
(5)管件原料中水分或其他揮發物含量偏高,可以充分干燥原料,也可以通過制料去除水分或揮發物。
(6)如果排氣不良,可以增加排氣槽或改變澆口位置。
關鍵詞:
掃二維碼用手機看
上一個:
PVC管件注塑加工過程中的要求
Next:
MPP管廠家給大家介紹下焊接MPP電力管準備事宜
上一個:
PVC管件注塑加工過程中的要求
Next:
MPP管廠家給大家介紹下焊接MPP電力管準備事宜
相關新聞
暫時沒有內容信息顯示















Copyright@2021 常州市高陽塑業制造有限公司 蘇ICP備12037042號-1
技術支持:中企動力常州 本網站已支持IPv6