

PVC給水管


新聞中心
常州市高陽塑業制造有限公司
PVC管件注塑加工過程中的要求
- 新聞分類:行業資訊
- Release time:2022-01-17
【概要描述】PVC管件注塑成型過程中會出現各種各樣的問題,但這些問題都是由設備、工藝、模具、配方等造成的。只要有完善的設備、模具、合理的配方和工藝,問題是可以避免的。在實際生產過程中,這類問題經常發生,或者原因和解決方法不明,因此豐富的操作經驗也是保證產品完美的條件。
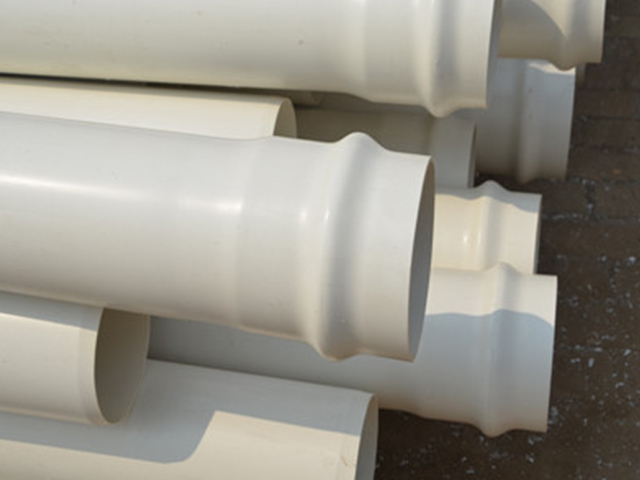
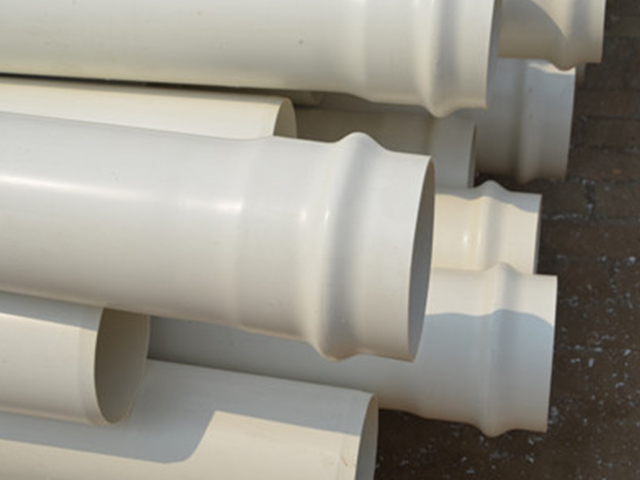
PVC管件注塑加工過程中的要求
【概要描述】PVC管件注塑成型過程中會出現各種各樣的問題,但這些問題都是由設備、工藝、模具、配方等造成的。只要有完善的設備、模具、合理的配方和工藝,問題是可以避免的。在實際生產過程中,這類問題經常發生,或者原因和解決方法不明,因此豐富的操作經驗也是保證產品完美的條件。
- categories of news:行業資訊
- Release time:2022-01-17 09:54
- 訪問量:
詳情
PVC管件注塑成型過程中會出現各種各樣的問題,但這些問題都是由設備、工藝、模具、配方等造成的。只要有完善的設備、模具、合理的配方和工藝,問題是可以避免的。在實際生產過程中,這類問題經常發生,或者原因和解決方法不明,因此豐富的操作經驗也是保證產品完美的條件。
準備管件原材料時應注意以下要求:
1.要避免其他塑料PVC管件原料導致PVC原料變質。特別是在注射其他原料時,在注塑PVC制品前,需要將桶內塑料和螺桿清洗干凈。(用聚乙烯聚丙烯聚苯乙烯材料清潔螺桿和機筒)。
2.停機前,聚氯乙烯材料需要徹底清洗干凈。如果機器長時間停機,為了防止聚氯乙烯腐蝕機器,應該用清潔材料清潔螺桿和機筒。
3.當聚氯乙烯材料放置6個月以上,環境高濕時,需要在60-80干燥2-5小時后才能使用。
三、潤滑劑消耗原則
成熟的潤滑系統,一方面要有利于降低高溫PVC管件熔體的粘度,提高材料的流動性,減少管件材料與設備接觸面之間的摩擦,便于管件和管材加工;另一方面,要避免潤滑劑過量導致的塑化延遲和塑化程度低。
聚氯乙烯管件廠使用的聚氯乙烯樹脂粉、填料、穩定劑和潤滑劑發生了很大變化。此外,管材規格、擠出機和擠出模具的差異也要求對潤滑劑進行適當的調整。潤滑劑用量應遵循以下原則:
1.對于聚合度較高的樹脂粉末,應適當增加內部潤滑劑;
2.使用含有潤滑成分的復合穩定劑時,潤滑劑應適當減少;
3.配方中內外潤滑要平衡,避免加工困難:
4.穩定性差的樹脂粉,穩定劑用量增加,潤滑劑用量適當減少;
5.加入大量填料時,應適當增加潤滑劑;
6.加工溫度高時,聚合物易與加工設備粘結,應適當增加潤滑劑;
7.使用較大的加工設備時,聚合物粘結面會增大,應增加潤滑劑;
8.過多的潤滑劑會降低材料的塑化程度,削弱管件的力學性能。
四、如何提高管件維卡軟化溫度?
1.加入CPVC樹脂,純CPVC樹脂維卡軟化溫度約為128度,混合CPVC COMPOUND,注射級維卡軟化溫度在103度以上,擠出級維卡軟化溫度在110度以上。
2.加入聚偏氟乙烯樹脂,純PVDF樹脂的維卡軟化溫度約為140度。直接加就是了。不會燃燒分解,耐候性也是很好的。
3.固體增塑劑有助于提高維卡軟化溫度,沒有技術難度,適當調整配方。
4.使用納米碳酸鈣作為填料有助于提高維卡軟化溫度。
5.使用聚氯乙烯管件增強改性劑有助于提高維卡軟化溫度。
關鍵詞:
掃二維碼用手機看
上一個:
PE管件的正確熱熔方法
Next:
PVC管件常見問題及解決方法
上一個:
PE管件的正確熱熔方法
Next:
PVC管件常見問題及解決方法
相關新聞
暫時沒有內容信息顯示















Copyright@2021 常州市高陽塑業制造有限公司 蘇ICP備12037042號-1
技術支持:中企動力常州 本網站已支持IPv6